 Türkçe
Türkçe-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino - Türkçe
-
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português








İç Üç Kavisli Oluk Tornalama ve Freze Makinesi
Jingfusi® İç Üç Kavisli Oluk Tornalama ve Freze Makinesi, üç kavisli veya konturlu yüzeye sahip iç olukların hassas şekilde işlenmesi için kullanılan özel bir işleme aletidir. Bu İç Üç Kavisli Oluk Tornalama ve Frezeleme Makinesi, geleneksel işleme yöntemleri kullanılarak kolayca oluşturulamayan iç oluklara veya profillere sahip karmaşık parçaların üretimini gerektiren endüstrilerde yaygın olarak kullanılır.
modeli:CK46-3+2
Talep Gönder
Ürün Açıklaması
Bu makineler öncelikli olarak iç kanal işleme için kullanılsa da diğer işleme operasyonlarını da gerçekleştirebilir, bu da onları çok çeşitli uygulamalar için çok yönlü hale getirir. Havacılık, tıbbi cihaz imalatı, otomotiv ve hassas mühendislik gibi endüstriler, karmaşık ve yüksek hassasiyetli bileşenler üretmek için sıklıkla bu makinelere güvenmektedir. İç Üç Kavisli Kanal Tornalama ve Frezeleme Makineleri, özel işleme ihtiyaçlarına bağlı olarak metaller, plastikler ve kompozitler dahil olmak üzere çeşitli malzemeleri işleyebilir.
Makine Hareket Şeması

Ürün Detayları

Parametre Listesi
| Öğe | birim | Şartname |
| Maks. dönüş çapı | mm | 250 |
| Maks. salıncak çapı torna tezgahının üzerinde | mm | Ø500 |
| Maks. kayar yatak boyunca dönme çapı | mm | Ø160 |
| Eğimli yatak derecesi | derece | 35° |
| X ekseni etkili hareket | mm | 1000 |
| Z ekseni etkili hareket | mm | 400 |
| X/Z ekseni maks. hızlı seyahat hızı | m/dak | 24 |
| Dökme demir taban alanı | ㎡ | 1,8x1,1 |
| Makine boyutu: U x G x Y | mm | 2100x1580x1800 |
| Makine net ağırlığı | kilogram | 2600 |
| alet numarası | adet | 8 |
| Kare araçlar | mm | 20x20 |
| Delik bıçağı boyutu | mm | Ø20 |
| Toplam at | kw | 13 |
| Ortalama güç tüketimi | kW/saat | 2 |
| Mil yüz formu |
|
A2-5 |
| Mil hızı | devir/dakika | 6000 |
| Mil hızı ayarı | devir/dakika | 1-4500 |
| İş Mili Anma Torku | nm | 35Nm(1500 dev/dak) |
| Maksimum çubuk çapı | mm | Ø45 |
Takım Tezgahı Doğruluğu
| Makine doğruluğu, Jingfus faktörü standardı: | ||||
| Başlıca test öğesi | Şematik diyagram | Fabrika standardı | ||
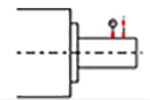
| Mil radyal vuruşu, |
 |
Dış koninin salgısını tespit edin | 0.0035 | |
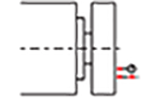
| X ekseni tekrar konumu,X |
 |
X ekseninin tekrarlanan konumlandırmasını tespit edin. Not: Önce soğuk motor ve sıcak motor hatasını dengelemek için yaklaşık 50 kez tahmin yapın ve ardından tekrarlanan konumlandırmayı tespit edin. | 0.003 | |
| Z ekseni tekrar konumu,Z |
 |
Z ekseninde tekrarlanan konumlandırmayı tespit edin. Not: Önce soğuk motor ve sıcak motor hatasını dengelemek için yaklaşık 50 kez tahmin yapın ve ardından tekrarlanan konumlandırmayı tespit edin. | 0.003 | |
| C ekseni tekrar konumu,C |
 |
C ekseni sabit noktasının yeniden konumlandırılmasını tespit edin, not edin: önce soğuk motor ve sıcak motor hatasını dengelemek için yaklaşık 50 kez tahmin edin ve ardından tekrarlanan konumlandırmayı tespit edin | 20 yay saniyesi | |
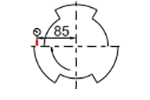
| C ekseni konumu döner,C |
 |
C ekseninin rastgele konum doğruluğunu tespit edin, not edin: önce soğuk motor ve sıcak motor hatasını dengelemek için yaklaşık 50 kez tahmin yapın ve ardından tekrarlanan ayarları kontrol edin. | 72 yay saniyesi | |
| Müşteri X/Z/Y ekseninin ISO veya VD1 doğruluğunu test etmek istiyorsa bu sözleşmenin yazılması sırasında belirlenecektir. Müşteri bu ürünü Jingfusi Fabrikasının ilk kabulüyle aynı anda test etmelidir. | ||||
Sıcak Etiketler: İç Üç Eğri Oluk Tornalama ve Freze Makinesi, Çin, Üreticiler, Tedarikçiler, Fabrika, Kalite, Fiyat Listesi
Talep Gönder
Lütfen sorgunuzu aşağıdaki formda yapmaktan çekinmeyin. 24 saat içinde size cevap vereceğiz.









X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası