 Türkçe
Türkçe-
 English
English -
 Français
Français -
 日本語
日本語 -
 Deutsch
Deutsch -
 tiếng Việt
tiếng Việt -
 Italiano
Italiano -
 Nederlands
Nederlands -
 ภาษาไทย
ภาษาไทย -
 Polski
Polski -
 한국어
한국어 -
 Svenska
Svenska -
 magyar
magyar -
 Malay
Malay -
 বাংলা ভাষার
বাংলা ভাষার -
 Dansk
Dansk -
 Suomi
Suomi -
 हिन्दी
हिन्दी -
 Pilipino
Pilipino - Türkçe
-
 Gaeilge
Gaeilge -
 العربية
العربية -
 Indonesia
Indonesia -
 Norsk
Norsk -
 تمل
تمل -
 český
český -
 ελληνικά
ελληνικά -
 український
український -
 Javanese
Javanese -
 فارسی
فارسی -
 தமிழ்
தமிழ் -
 తెలుగు
తెలుగు -
 नेपाली
नेपाली -
 Burmese
Burmese -
 български
български -
 ລາວ
ລາວ -
 Latine
Latine -
 Қазақша
Қазақша -
 Euskal
Euskal -
 Azərbaycan
Azərbaycan -
 Slovenský jazyk
Slovenský jazyk -
 Македонски
Македонски -
 Lietuvos
Lietuvos -
 Eesti Keel
Eesti Keel -
 Română
Română -
 Slovenski
Slovenski -
 मराठी
मराठी -
 Srpski језик
Srpski језик -
 Español
Español -
 Português
Português








CNC eğimli yatak torna makinesi
Jingfusi® Yüksek Kaliteli CNC eğimli yatak tornası makinesi, uygun yonga çıkarma, tam fonksiyonlar, mükemmel performans, yüksek sertlik, yüksek verimlilik ve yüksek hassasiyet özelliklerine sahiptir. Esas olarak otomobil parçalarında, sıhhi tesisat vanalarında, kalıplarda ve diğer endüstrilerde kullanılır.
modeli:CK46
Talep Gönder
Ürün Açıklaması
Jingfusi® CNC eğimli yatak torna makinesi esas olarak otomobil parçaları, sıhhi tesisat vanaları, kalıplar ve diğer endüstrilerde kullanılır. Ayrıca, karmaşık boyutlara, çeşitli boyutlara ve yüksek hassasiyet gereksinimlerine sahip şaftların, disklerin ve diğer parçaların toplu işlenmesi için de uygundur. İç ve harici dairelerin, olukların, konilerin, küresel yüzeylerin, çeşitli metrik ve inç ipliklerinin ve diğer döner gövdelerin çip işlenmesini otomatik olarak tamamlayabilir. Dökümlerin tümü, yaşlanma tedavisi gören ve iyi stabilite, yüksek mukavemet ve iyi doğruluk tutma işlemine sahip reçine kumdan yapılmıştır.
Ürün detayları

Parametre listesi
| proje | birim | CK46 | CK52 | CK76 | |
| Maksimum dönüş uzunluğu | mm | 350 | |||
| Yatakta maksimum dönüş çapı | mm | Ø 500 | |||
| Kaykayda maksimum dönüş çapı | mm | Ø 160 | |||
| Yatak eğilimi | ° | 35 ° | |||
| X/Z ekseninin etkili seyahati | mm | Çap 1000/400 | |||
| X/Z eksen vidası özellikleri | mm | 32 | |||
| X/Z Eksen Rail Spesifikasyonları | mm | 35 | |||
| X/Z eksenli motor gücü | KW | 1.3 | |||
| X/z ekseninin maksimum hızlı hareketi | m/benim | 24 | |||
| Takım tezgahı uzunluğu x genişlik x yükseklik | mm | 2100x1580x1800 | |||
| Tüm makinenin toplam ağırlığı | KİLOGRAM | 2600 | |||
| Bıçak numarası | düzeltmek | 8 | |||
| Kare bıçak boyutu | mm | 20x20 | |||
| Yuvarlak Delik Kesici Boyutu | mm | Ø20 | |||
| Toplam güç | KW | 13 | 13 | 16 | |
| Ortalama güç tüketimi | KW / H | 2 | 2 | 2.5 | |
| ana şaft | Mil uç yüz formu |
|
A2-5 | A2-6 | A2 -8 |
| Maksimum Mil Hızı | R/dk | 6000 (4500'e ayarlanmış) | 4200 (3500'e ayarlanmış) | 3200 (2500'e ayarlanmış) | |
| Mil Motor Gücü | KW | 7.5 | 7.5 | 11 | |
| Mil Motorunun Nominal Torku | NM | 47.8nm | 47.8nm | 72nm | |
| Maksimum çubuk geçiş çapı | mm | Ø 45 | Ø 51 | Ø 75 | |
Takım tezgahı doğruluğu
| Makine Doğruluğu, Jingfus Faktörü Standardı : | ||||
| Ana test öğesi | Şematik diyagram | Tespit yöntemi |
Fabrika standardı |
|
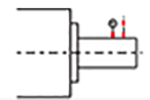
| Mil radyal ritmi, |
 |
Dış koninin salınımını tespit edin | 0.0025 | |
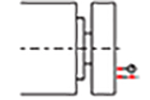
| X ekseni tekrar konumu |
 |
X ekseninin tekrarlanan konumlandırılmasını tespit edin. Not: Önce soğuk motor ve sıcak motorun hatasını dengelemek için yaklaşık 50 kez tahmin edin ve ardından tekrarlanan konumlandırmayı tespit edin. | 0.0025 | |
| Z ekseni tekrar konumu |
 |
Z ekseninde tekrarlanan konumlandırmayı tespit edin. Not: Önce soğuk motor ve sıcak motorun hatasını dengelemek için yaklaşık 50 kez tahmin edin ve ardından tekrarlanan konumlandırmayı tespit edin. | 0.0025 | |
| Müşteri X/Z/Y ekseninin ISO veya VD1 doğruluğunu test etmek istiyorsa, sözleşmeyi yazarken belirlenecektir. Müşteri, bu öğeyi Jingfusi fabrikasının ilk kabulü sırasında test etmelidir. | ||||

Sıcak Etiketler: CNC eğimli yatak torna makinesi, Çin, üreticiler, tedarikçiler, fabrika, kalite, fiyat listesi
Talep Gönder
Lütfen sorgunuzu aşağıdaki formda yapmaktan çekinmeyin. 24 saat içinde size cevap vereceğiz.









X
Size daha iyi bir gezinme deneyimi sunmak, site trafiğini analiz etmek ve içeriği kişiselleştirmek için çerezleri kullanıyoruz. Bu siteyi kullanarak çerez kullanımımızı kabul etmiş olursunuz.
Gizlilik Politikası